We specialize in small set screws.

Akiruno-city Tokyo JAPAN
CS is ideal for time series manage.
 At our company, the specialist manufacturer of small set screws, automatic lathes operate unattended during the night.
The daytime driving time is 8 hours and the nighttime driving time is 16 hours.
At our company, the specialist manufacturer of small set screws, automatic lathes operate unattended during the night.
The daytime driving time is 8 hours and the nighttime driving time is 16 hours.
Therefore, the Count Selector (CS) was developed in-house to manage the quality of set screws in time series.
There are 6-type and 8-type Count Selector.
(The photo on the right is an 8-type CS, which can be enlarged by clicking it.)
(Although it is a long sentence, click here for "Story in birth of the CS")
When the quantity of set screws for one can is completed, it moves clockwise by one step when viewed from above, and the cans (containers) are automatically replaced. The number of set screws that can fit in one can, it can be set free to 1,000 or 10,000 as long as the set screws do not overflow from the can.
 The right photo is the old control panel that we used before,
but it has (8+1) red lamps lined up in a horizontal row up the counter.
The first lamp is shining now, and the set screws is being manufactured in the first can.
(Click the photo to enlarge)
The right photo is the old control panel that we used before,
but it has (8+1) red lamps lined up in a horizontal row up the counter.
The first lamp is shining now, and the set screws is being manufactured in the first can.
(Click the photo to enlarge)
When the 8th lamp is lit on the 8-type CS, the 8th can is being processed. And when the 8th can is full of products, the 9th FULL lamp lights up and the automatic lathe is stopped as CS-FULL.
Now, the number 1 lamp is shining, which means that the remaining 7 cans are empty cans. Also, if you press the yellow push button switch (step switch) on the lower left side of the control panel, the red lamp will move to the right (step forward) each time you press it.
Then press the step switch so that the number 5th lamp lights up. Then, after making 4 cans of 5th, 6th, 7th, and 8th, the machine will be stopped. In other words, the product was finished by manufacturing set screws of "1 can setting number of parts" x 4.
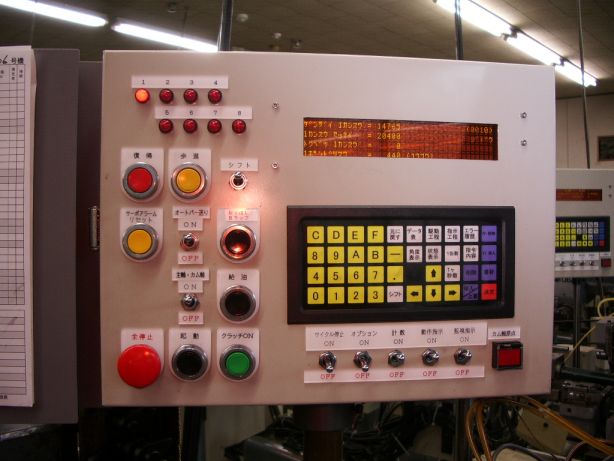 The photo on the right is the operation panel of the CS and the current microcomputer-controlled automatic lathe.
(Click the photo to enlarge)
The photo on the right is the operation panel of the CS and the current microcomputer-controlled automatic lathe.
(Click the photo to enlarge)
Using the Count Selector to control the quality of parts in chronological order makes it easier to control nighttime dimensional changes and tool wear.
In the unlikely event that a quality defect occurs in the middle of the night, it is possible to separate "cans containing only non-defective products" and "cans containing both non-defective products and defective products". As a result, more stable set screws quality can be maintained.
If the set screws manufactured during the 16 hours at night are contained in one large can (container), it is impossible to control the quality of the set screws in chronological order.
Story in birth of the CS.
It will be a little long, but please listen to the story of our company, which specializes in small set screws, when it was just established.
When our company was founded (1965)
 World War II ended on August 15, 1945, and 19 years later,
the Tokyo Olympic Games were held from October 10 to October 24, 1964.
World War II ended on August 15, 1945, and 19 years later,
the Tokyo Olympic Games were held from October 10 to October 24, 1964.
In women's volleyball, the "Oriental Witches" brought gold medals to Japan, in the barefoot marathon runner "Abebe Bikila" of Ethiopia won, and in the indiscriminate class of judo, "Antonius Johannes Geesink" of the Netherlands won.
Japanese marathon runner Mr. Kokichi TSUBURAYA is engraved in my memory.
Our company was founded by my big brother Takashi SAIDA in January 1965, three months later.
At first, he built a wooden factory next to our house, and there were only three employees: my father (Yonosuke), my mother (Maki), and third-year high school student me (Koji). Everyone except the president is all amateur.
Until the graduation ceremony on March 7, 1965, I helped the factory when I wasn't going to school or after I came back from school. Two to three months later, three employees joined the company, two of whom did not last long.
One of them (Mr. Sigeru BABA), who joined the company at the age of 16, worked for 44 years and reached the retirement age of 60 in February 2009. He worked as a part-timer after retirement, but retired in 2014 at the age of 65. He really thank you for a total of 49 years.
At the time of its founding, there were only 12 automatic lathes as equipment. It was a used "P-8 type automatic lathe" that I received from Nomura Seiki instead of a retirement allowance. We washed them with kerosene, painted them, reassembled them and used them. Other equipment included a drilling machine, a bench lathe, a grinder, an used carbide bite tool grinder, a cam lathe, and a handmade product dryer (just hanging 200 watt two lights bulb from above).
From 8:00 am to 7:00 pm, we turned the machine, ate dinner, took a short break, and from around 8:00 pm, we washed and dried the parts, inspected them, and packed them in bags. My mother also helped us after finished cleaning up eating, and we finished the work always around 12 o'clock in the middle of the night. I think it continued because everyone was young. (Father 60 years, Mother 49 years, Brother 31 years, Me 18 years)
After six months since the company was founded, 2 months for amateurs alone? !!
After six months the company was founded, something serious happened to our amateur group. The president (Takashi SAIDA), who is a only automatic lathe engineer with only one person in our company, went on a business trip to the United States for two months at the request of NOMURA Seiki !
All that is left is an amateur who has only been in this job for 6 months. I am still impressed that we have survived this crisis well. However, the person (Mr. Hideo TAMURA) who was seconded from NOMURA Seiki at that time became an indispensable person for SAIDA Seisakusho in the future. Inscrutable are the ways of heaven; fortune is unpredictable and changeable.
 Since our founding, we have designed and manufactured Cams in-house.
At the beginning, President Takashi SAIDA designed the Cams, and I made its.
He wrote the cam development drawing on A3 graph paper and placed it on the site without copying it.
We didn't have a blueprint copier to copy A3 graph paper at this time.
The Cam was made using a drilling machine, grinding machine, and Cam lathe.
(right photo: click to enlarge)
Since our founding, we have designed and manufactured Cams in-house.
At the beginning, President Takashi SAIDA designed the Cams, and I made its.
He wrote the cam development drawing on A3 graph paper and placed it on the site without copying it.
We didn't have a blueprint copier to copy A3 graph paper at this time.
The Cam was made using a drilling machine, grinding machine, and Cam lathe.
(right photo: click to enlarge)
I made its too, but I remember that its took more than 6 hours to make one set.
It was a very leisurely days.
We adopted the auto bar made of IKURA Seiki a great tragedy and opportunity? !!
In March 1969, four years after the company was founded, we built the first steel frame factory at our current location and moved to it. There were about 10 employees, including family members. In the summer of 1969, we purchased the first automatic material exchanger machine (auto bar). At that time, there were only two manufacturers of automatic material exchanger machine, AZUMA Denki and IKURA Seiki.
I think our president was wondering which manufacturer to buy, but he chose IKURA Seiki. I was not involved in this selection, but I heard that the auto bar made of IKURA Seiki was much cheaper. And Ikura Seiki auto bar was delivered to our factory. However, the three engineer of IKURA Seiki could not connect the auto bar to the automatic lathe well and a long time went by. I still vividly remember that the connection ended after midnight.
This IKURA Seiki auto bar was "a very thankful existence" and "an existence that was not possible without" for me and our company.
- The reason is...
-
IKURA Seiki auto bar had the following mechanical structural defects.
-
Shape of clutch connection :
The material that was moving forward is switched to backward with the triangular tooth clutch. -
Clutch power source :
AC solenoid. (AC solenoid moves very fast)
- With the above combination, turning on the AC solenoid when retracting backward the material causes the male and female triangular teeth to engage momentarily.
- At that time, depending on the condition of the triangular blade, the material was pushed forward, and the cutting off bite is chipped.
- This was improved by the previous president remodeling the clutch connection part to a taper clutch.
-
Shape of clutch connection :
-
IKURA Seiki auto bar had a problem with the control circuit.
- I've forgotten the specific bug, but I remember it wasn't good overall.
- We removed all the internal control circuits and replaced them with new ones designed and manufactured in-house.
The control circuit design at this time was the first sequence circuit design for for me and our company. Without this, I might not have been able to design a sequence circuit. In that sense, IKURA Seiki auto bar was "a very thankful existence" and "an existence that was not possible without" for both me. The electric relay (sequence) circuit diagram designed around this time (August 1970) remains. I was 23 years old.
- The history of my design is as follows.
- IKURA Seiki auto bar sequence control design
- Count Selector (CS) sequence circuit design
- Program design for sales order management system and inventory management using BASIC for personal computer (IBM5550)
- Machine control design with PLC (Programmable Logic Controller)
- Machine control design using the microcomputer
- And so on.
Fortunately, my current ability was that IKURA Seiki original auto bar control was immature. I am grateful to IKURA Seiki original auto bar.
(Mini knowledge)
- The product name of the automatic material bar feeder and changer provided by "AZUMA Denki" is "Auto Bar".
-
The product name of the automatic material bar feeder and changer provided by "IKURA Seiki" is "Bar Top".
However, when we first purchased it, "IKURA Seiki" did not have a product name.
After a few years, the product name became "Bar Top".
In our industry, "Auto Bar" refers to the automatic material bar feeder and changer itself. The product name Auto Bar is using as a common noun. AZUMA Denki acquired an automatic lathe maker and grew into an automatic lathe maker AZUMA Shimamoto. But as of 2009, this company doesn't exist.
In the old days, automatic lathe workers exchanged materials and managed the product in chronological order.
Before the introduction of the auto bar, the automatic lathe stopped when a material bar get shorter and the machining limit was reached. The operator extracts the shortened material bar remaining in the automatic lathe. Then, the operator put a new material of 2m to 2.5m into the automatic lathe and restart the automatic lathe. Since the material exchange was the main task of the automatic lathe worker, the automatic lathe was in a dormant state at night when the worker was absent.
The shortest time to run out of one material was less than 5 minutes when we was making the "connecting pin" for car radio channel selection parts. I remember, that the longest time to run out of one material was about 40 minutes.
At that time, when the colander in which the parts were put was full, the worker replaced the "colander with full parts" with a "new empty colander" and we managed the quality of parts in time series. Time series management was possible with "colander" in the order in which all parts were made. Washing to inspection to counting to bagging was performed in the order of colander.
With the introduction of the auto bar, there is a crisis in time-series management !!!
However, with the introduction of the auto bar, the automatic lathe continued to operate unattended all night. Simply put, productivity has tripled from 8 hours to 24 hours.
Here, one problem arose. The parts made all night will spill if we don't put them in one large colander. The parts in one large colander cannot be managed in chronological order. When defective parts were made in the middle of the night or early in the morning (around 1:00 am or 5:00 am), we was in trouble. We scooped only the upper part of the parts in the big colander and discarded the defective parts, and kept the rest alive. This does not improve the productivity of parts and stabilize the quality.
At that time, it wasn't as strict about defective parts as it is now. But that's too pathetic.
There is a need for a Count Selector (CS) !!
 So I (Koji SAIDA) thought of a device that would automatically replace the colander.
Take out the stacked paper cups (colanders) with a magic hand,
such as those used in automatic serving tea machine, and replace a full colander with an empty colander.
At that time, I considered using the magic hand made by YASUKAWA Electric.
So I (Koji SAIDA) thought of a device that would automatically replace the colander.
Take out the stacked paper cups (colanders) with a magic hand,
such as those used in automatic serving tea machine, and replace a full colander with an empty colander.
At that time, I considered using the magic hand made by YASUKAWA Electric.
However, I was worried because the structural design of the machine did not go well. When I told that story to the previous president (my old brother) Takashi SAIDA, he designed and manufactured the structure of the current Count Selector (CS) very easily. (The photo on the upper right is the 6-type CS)
It was around 1971 when multiple auto bars were installed that the Count Selector (CS) was needed in earnest.
The Count Selector (CS) control device was designed and manufactured by combining a relay, timer, and electromagnetic counter.
The upper right photo is the old control panel door,
and the lower right photo is the old inside. (Click to enlarge)
We sold about two Count Selectors (CS) to other automatic panel factories, but this business did not go well.
At that time, our company sold the count selector (CS) drawings and know-how to TOMOE Seiko Co., Ltd.
And TOMOE Seiko manufactured and installed the CS in-house.
After that, TOMOE Seiko bought a large number of DELchip (automatic chip evacuation machines) from our company.

In addition to controlling the count selector (CS), we have also designed and installed the following safety devices in the control device.
- CS full safety device ... When 6 cans (8 cans) are completed, stop the machine.
- Thread cutting safety device ... Monitors whether thread cutting has been performed.
- One bar material cutting safety device ... Monitors one bar material processing time.
- Auto Bar replacement safety device ... Monitors material replacement time.
- Residual bar material safety device ... Monitors whether the residual bar material has been pulled out.
- Spindle overcurrent monitoring ... Monitors the spindle is overloaded.
- Drilling tool breakage detection ... Monitors drilling tool breakage.
- Monitoring for lack of lubricating oil ... Notify when lubricating oil is low.