We specialize in small set screws.

Akiruno-city Tokyo JAPAN
We can send free sample's set screws (5 pieces) of you wish of up to five types.
As a manufacturer we deal with different types of small set screws, standardized under the brand name DELscrew.
And you can buy them directly from us.
These are the slotted set screws, also known as the grub screws.
Slotted set screws (Slotted grub screws)
.png)
- Slotted Flat Point Set Screws sizes chart (Steel), in click
M1 M1.2 M1.4 M1.6 M1.7 M2 M2.3 M2.5
This galvanized is trivalent chromium zinc plated (RoHS compliant), to a plating thickness of 0.003mm - 0.005mm.
.png)
- Slotted Cone Point Set Screws sizes chart (Steel), in click
M1 M1.2 M1.4 M1.6 M1.7 M2 M2.3 M2.5
This galvanized is trivalent chromium zinc plated (RoHS compliant), to a plating thickness of 0.003mm - 0.005mm.
.png)
- Slotted Oval Point Set Screws sizes chart (Steel), in click
M1 M1.2 M1.4 M1.6 M1.7 M2 M2.3 M2.5
This galvanized is trivalent chromium zinc plated (RoHS compliant), to a plating thickness of 0.003mm - 0.005mm.
.png)
- Slotted Flat Point Set Screws sizes chart (Stainless Steel), in click
M1 M1.2 M1.4 M1.6 M1.7 M2 M2.5 M3
.png)
- Slotted Cone Point Set Screws sizes chart (Stainless Steel), in click
M1 M1.2 M1.4 M1.6 M1.7 M2 M2.5 M3
Introducing DEL standard (DELscrew)
First, let's talk about set screw types and uses.
However, there are more detailed explanations can be found on this page.
There are two types of set screws, Slotted Set Screws and Hexagon socket Set Screws.
For thin set screws of M2 or less, slotted set screws are suitable,
and for thick set screws of M3 or more, hexagon socket set screws are recommended.
The shortest of set screw overall length is 2mm in JIS standard.
For the set screw overall length of 1mm to 1.8mm, select from DELscrew.
For the long overall length (6mm or more) set screws, I think that hexagon socket set screws is good.
The DEL standard is the set screws with a total length shorter than the JIS standard (B1117) for a slotted set screws. The DEL standard was originally provided by SAIDA Manufacturing Co. Ltd. Below, we will introduce the background of the establishment of the DEL standard and the DELscrew.
A violent earthquake hits the JIS standard for set screws.
In 1988, there was a major change in the JIS standard (B1117) for slotted set screws.
The main changes are as follows.
- The reference dimensions and tolerances for the slotted width have been changed.
- The reference dimensions and tolerances for the slotted depth have been changed.
- With M1, M1.2 and M1.4, the total length of 1.2mm and 1.6mm has disappeared.
- The tolerance of the total length has changed from the one-sided tolerance (0 / -0.2) to the two-sided tolerance (±0.2).
- The shape of the end face on the slotting side has changed from a rounded shape to a flat shape.
- The R shape at the tip of the oval point set screw has changed from a rounded R shape to a flat R shape.
I think that the aim was to integrate the JIS standard and the ISO standard, but as a result, the old standard and the new standard set screw came to be mixed and distributed in the market. Those who use the set screw that time was confused.
Click the "colored part in the table" below to display each standard table, figures, and photos.
| Screw tip shape | metric slotted set screws | ||
|---|---|---|---|
| DEL standard free-cutting steel | DEL standard stainless steel | JIS standard B1117-1995 | |
| flat point | M1x1.0- | M1x1.0- | M1x2.0- |
| cone point | M1x1.0- | M1x1.0- | M1x2.0- |
| oval point | M1x1.0- | DEL standard none | M1x2.0- |
| cup point | Custom order | M1.6x2.0- | |
| dog point | Custom order | M1.6x2.5- | |
According to JIS standard B1117 for slotted set screws, there are five types of screw tips: flat point, cone point, dog point, cup point, and oval point.
However, by the tip shape of the set screw that we ordered, the three types of flat point, cone point, and oval point accounted for 96%.
- Status of the set screw ordered by us by tip shape
- flat point 45%
- cone point 35%
- oval point 16%
- cup point 3%
- dog point 1%
Want more shorter set screws!
For example, the shortest total length is 2mm in the JIS standard slotted set screw, but there are times when you want a shorter total length. For the past 50 years or more, SAIDA Manufacturing Co. Ltd. has received orders for various slotted set screws and manufactured them, and we have been able to feel the situation in that area.
- We have received many orders for set screws of various shapes and dimensions as shown below.
- Set screws with shapes and dimensions uniquely designed by the end user.
- Various set screws with a total length shorter than the JIS standard.
- Various set screws with an overall length (ex. length 3.5mm) that are not in the JIS standard.
- Set screw with shape and dimensions based on the old JIS standard (B1117 established in 1980).
- Set screw with shape and dimensions based on the new JIS standard (B1117 established in 1988).
According to JIS standards, even thin set screws such as M1, M1.2, M1.4 and M1.6 have the shortest total length of 2mm. However, as a user, there are many cases where you want to use a set screw with a total length shorter than 2mm.
In such a case, the user himself draws a drawing of the set screw and places a special order, but there are very few factories around the world that accept such orders.
Even if you are lucky enough to find a factory that can accept your order, it may not always meet the quality, delivery date, and price desired by the user.
Birth of DEL standard
Before 2004, there was a mixture of set screws designed by each user, set screws based on old standards, and set screws based on new standards.
Therefore, we decided to standardize the small-diameter set screw independently, and announced it on the Japanese website as DELscrew in July 2004.
Our original DEL standard is a fusion of the old JIS standard (B1117-1980) and the new JIS standard (B1117-1988). The DEL standard includes the total length from 1mm to 1.8mm of M1 to M2.5 (M1, M1.2, M1.4, M1.6, M1.7, M2, M2.3, M2.5) . This range is in 0.1mm increments, and this total length is not included in the JIS standard. This is our DELscrew.
You can check the quality of the set screw with a Free Sample. However, please note that we cannot provide free samples of hexagon socket set screws.
- Set screws and special screws that do not meet the Dell standards below are made to order.
- Incomplete total length (3.5mm, 4.5mm, etc.) not found in JIS standards
- Long overall length that meets JIS standards but not DEL standards.
- Set screw with a tip shape of "dog point" or "cup point".
- Other specially shaped screws.
The JIS standard includes "Slotted set screws (B1117)" and "Hexagon socket set screws (B1177)" as headless set screws. By the way, the JIS standard for set screws with heads is "Square head set screws (B1118)".
Features of DEL standard (Steel)
There are three types of tip shape of the set screw, flat point, cone point, and oval point, which can cover more than 95% of the demand. Therefore, the tip shape of the DEL standard (Steel) is made into these three types.
The nominal screw diameter of the DEL standard (steel) is there are eight types:
M1, M1.2, M1.4, M1.6, M1.7, M2, M2.3, and M2.5.
M1.7 and M2.3 are old JIS standards and are not listed in the current JIS screw standard table, but they are still used in the market, so we added them to the DEL standard (steel).
The material of the steel is 2600S of AKIYAMA SEIKOU, a lead-containing free-cutting steel equivalent to JIS standard SUM24L, and the standard stock is galvanized. Other plating and surface quenching (carburizing and quenching, etc.) are performed at the request of the customer.
Since the material is free-cutting steel (SUM24L), there is not much strength. The strength classification of JIS is 14H.
- For the total length of the DEL standard (steel) slotted set screw, refer to the respective dimension list below.
- Flat point (Steel)
- Cone point (Steel)
- Oval point (Steel)
In the DEL standard, the total length listed in the JIS standard has a total length tolerance of + 0 / -0.2mm or + 0 / -0.3mm. (Current JIS standard total length tolerance is ±0.2mm or ±0.3mm)
For the total length shorter than the JIS standard, the total length tolerance is ±0.05mm.
With build-to-order manufacturing, we can also process slotted set screws with a total length of less than 1mm. (It can be manufactured if there are 2 threads on the outer diameter screw part)
- The negative feature of the slotted set screw is that
- At the bottom of the slotted, burrs will arise at the bottom of the slotted with a probability of about half.
- When tightening the screw, the slotted set screw is difficult to turn around the center of the bit.
Features of DEL standard (Stainless steel)
There are two types of tip shapes for stainless steel slotted set screws: flat and cone.
The nominal screw diameter of the DEL standard (Stainless steel) is there are eight types:
M1, M1.2, M1.4, M1.6, M1.7, M2, M2.5, and M3.
M1.7 is old JIS standards and are not listed in the current JIS screw standard table, but they are still used in the market, so we added them to the DEL standard (Stainless steel).
The material of the stainless steel is ASK-3000FL of AKIYAMA SEIKOU, a lead-containing free-cutting steel equivalent to JIS standard SUS303. In addition, surface treatment is also applied upon request.
The ordered products is manufactured by ASK-3000S (no lead) of AKIYAMA SEIKOU, which is equivalent to SUS303.
- For the total length of the DEL standard (Stainless steel) slotted set screw, refer to the respective dimension list below.
- Flat point (Stainless steel)
- Cone point (Stainless steel)
In the DEL standard, the total length listed in the JIS standard has a total length tolerance of + 0 / -0.2mm or + 0 / -0.3mm. (Current JIS standard total length tolerance is ±0.2mm or ±0.3mm)
For the total length shorter than the JIS standard, the total length tolerance is ±0.05mm.
With build-to-order manufacturing, we can also process slotted set screws with a total length of less than 1mm. (It can be manufactured if there are 2 threads on the outer diameter screw part)
Small setscrews less than M1.6 disappear
Most of the commercially available set screws have a hexagonal hole in the head, and a hexagon wrench is inserted into it and turned. These are called the hex socket set screws or the hex socket grub screws.
Currently, to make the hex socket set screw, it is made by press work and thread-rolling work. These are processing methods called plastic working.
For hex set screws with small diameter (less than M1.6), the hexagonal holes will inevitably become thinner. Then, the engage between the hexagonal hole and the hexagon wrench becomes smaller, and if you tighten it strongly, the hexagonal hole or the hexagon wrench becomes break down. (Smaller hex set screws than M2 is the unit price seems to be higher due to difficult processing)
Therefore, for the set screws with small diameter (less than M1.6),
use the slotted set screws and turn the screw with a slotted screwdriver.
The slotted groove and the slotted screwdriver have a large meshing part. When tightening the set screw, the entire set screw is inside the female screw. There, when the set screw is tightened strongly and expanding force the slotted part of set screw, the inner diameter part of the female screw receives the outer part of the set screw.
Therefore, the slotted part of set screw and the slotted screwdriver will not be damaged. However, it is a prerequisite that the tip of slotted screwdriver and the slotted part of set screw are not deformed and have a solid shape.
The screwdriver used for the slotted set screw is the slotted screwdriver.
On the other hand, the screwdriver used for the Phillips screw is the Phillips screwdriver.
The Phillips screw is easy to use, but when tightened strongly,
the screwdriver will be forced to lift up, making it easier to lick the cross hole.
Most of the Phillips screws on the market are headed screws.
There are some Phillips set screws in the market, but they do not exist in the JIS standard.
The most suitable processing for making the slotted set screws is cutting with a cam-type automatic lathe.
The outline of the processing method is described below.
- The slotted set screw is made from a long material (2.5M = 250cm = 2500mm in length) with a cam-type automatic lathe.
- Cutting the tip shape of set screw (flat tip, cone tip, oval tip, etc.) with a cutting tool.
- The thread groove is cut with a thread cutting tool.
- Cut off the set screw from the material with a cutoff tool.
- When cutting off, receive the set screw with the slotted jig.
- Setscrew's slot is milled with the slotting device inside the cam-type automatic lathe.
- Discharge the set screw from the slotted jig.
When machining the set screw with a cam-type automatic lathe, the shape of tip (flat tip, cone tip, oval tip, etc.) and the threaded part are machined at the same time. Therefore, the accuracy of the squareness and coaxiality between the tip and the threaded part is high.
No new cam-type automatic lathes will be manufactured in Japan or around the world.
More than 30 years ago, automatic lathe makers stopped manufacturing.
Even in our factories that use automatic lathes, cam-type automatic lathes are almost gone.
No machine that make set screw. No factory that make set screws
To make the hex socket set screw, it is made by press work and thread-rolling work. These are not machined at the same time. Therefore, the accuracy of the squareness and coaxiality between the tip and the threaded part is low.
However, in a general cam type automatic lathe, the threaded part is machined with a thread cutting die. Depending on the way it start machining the thread cutting die, the accuracy of the coaxiality between the tip of set screw and the threaded part may drop. Until 1986, even at our company, the threaded part of set screws were machined with thread cutting die, so we had a lot of trouble maintaining the quality of the set screws. I don't want to go back to that time again.
Currently, in our microcomputer controlled Cam type automatic lathe, the threaded part of set screw is manufactured in chasing with a thread cutting byte in the same way as the NC type automatic lathe. There is no variation in the squareness and coaxiality between the tip of set screw and the thread, and the accuracy is high, and maintaining the quality of the set screw is much easier than thread cutting die.
When the threaded part of set screw is manufactured in chasing with a thread cutting byte, it is easy to make a thread with an effective thread diameter larger than the standard, or a thread with a pitch that is not in the standard.
No machine that make set screws (less than M1.6)
Around 1965, screws were machined using a tool called the cutting die. Set screw's slot that a slotted screwdriver enters is automatically machined using a milling in the automatic lathe.
However, there is no machine tool maker in the world that makes automatic lathes capable of such processing (2004). It is truly a "No machines that make set screws".
There are two types of automatic lathes, cam type automatic lathes and NC automatic lathes, depending on the control method.
The "set screw manufacturing machine" here is a cam type automatic lathe.
In our case, it takes about 1.7 seconds to make one, depending on the set screw.
That movement is reflected around 1 minute 50 seconds of the video on the right.
It is possible to make the slotted set screws with NC automatic lathe, but it takes two to three times as long as a cam type automatic lathe to make one. In terms of cost competitiveness, it is not an enemy of cam-type automatic lathes.
Although it is possible to machine screws with a cam-type automatic lathe, not all models of cam-type automatic lathes can manufacture "slotted of set screw" for a slotted screwdriver.
In the olden days (until the mid-1970s), machine tool makers made cam-type automatic lathes that made "screws with slotted". However, due to the trend of the world, "screws with slotted" have moved in the direction of not being used.
Assembling using "screws with slotted" is laborious and costly. Therefore, equipment manufacturers use "screws with cross-recessed" instead of "screws with slotted". The set screw has changed from "Slotted set screws" to "Hexagon socket set screws".
For that reason, the number of "screws with slotted" themselves has decreased considerably. However, even now, mechanical wristwatches still use the beautiful "screw with a slotted" of the minus part that has been polished.
Machine tool makers haven't produced cam-type automatic lathes suitable for making "screws with slotted" for a long time. Cam-type automatic lathes that make "screws with slotted" are only old machines made in the past. The factory that makes screws uses old cam-type automatic lathes are being repaired and used.

|
|
This is a cutting die for M1.4 x P0.3 that we used in the past. |
A tool called a cutting die is usually used to machine a screw with a cam-type automatic lathe, but this is also a difficult task. Occasionally, it is very troublesome to adjust so that a proper screw thread can be created, such as a screw that has not been threaded.
In addition, the die steel, which is the material of the cutting die, wears quickly and must be replaced frequently. Moreover, since it takes time and effort to make the cutting die itself, the cutting die maker dislikes making it, and as a result, the price of the cutting die becomes high.
We have used rolling die instead of cutting die, but we couldn't get the results we expected.
No factory that make set screws (less than M1.6)
Factories that manufacture set screws continue to use cam-type automatic lathes that were built 40 or 50 years ago. With an automatic lathe that continues to work 24 hours a day, the rotating and sliding parts wear significantly. In order to repair the wear, machine tools such as ordinary lathes, surface grinders, cylindrical grinders, drilling machines, vertical milling machines, and horizontal milling machines are required, and people who can master the machines are also required.
As for Our Machine Tools, there are machines other than the above (with photos), so please have a look if you like.
However, the current situation is that factories that manufacture general set screws do not have those machine tools. To use a machine that has been heavily worn, it requires the advanced skills of an automatic board craftsman, but craftsmen with such advanced skills are getting older, and younger craftsmen who follow are rarely appearing.
Many factories that make set screws are small businesses with less than 10 employees. The president is getting older, and the employees are also getting older.
- In other words ...
- The machine that makes the set screw remains old.
- Future growth of set screws is not expected.
- The types and quantities of set screws are decreasing.
- Set screws require experience and sense to process.
(It takes time to become a full-fledged person) - Set screws are not profitable at all.
There is also the issue of successors to the factory owners who make the set screws. The president's son doesn't feel like taking over at the factory that makes set screws. Even if you want to rejuvenate your employees, few young people today are trying to get into the industry and hone their skills.
That's right, the survival of the factory that makes imoneji is in jeopardy.
In fact, this is not new. It was something everyone was aware of in the 1980s. Therefore, the president switched the equipment from a cam-type automatic lathe that requires technology to a simpler NC automatic lathe.
In September 2006, I was contacted by a Japanese woman living in Switzerland. The woman is married to her Swiss husband, who runs an automatic lathe factory in Switzerland. She said her husband wanted to know the status of cam-type automatic lathes in Japan, so she searched on Google and contacted us.
When I returned to Japan and came to our company in December of that year, when I asked my husband about the situation in Switzerland (his wife was an interpreter), the number of cam-type automatic lathes is decreasing in Switzerland as well. He said he have a sense of crisis.
As a result of changing from cam type to NC type, the number of cam type automatic lathes has decreased in Japan, and among them, the number of cam type automatic lathes that can manufacture slotted set screws has decreased.
If nothing is done, the small set screw will disappear.
Is there a "set screw manufacturing factory" that will continue to develop in the future?
Threading with the turning tool
 |
| This is the basic shape of the turning tool to be threaded. |
The turning tool is a blade that cuts metal, and the material of the blade is a hard cemented carbide. The turning tool is made by molding the tip of a hard carbide tip into a 60 degrees triangle.
In the case of cutting die processing, once the cutting die is bitten into the material, then only rotation is given, and the cutting die itself cuts the screw and proceeds.
However, in the case of a bite, unlike a die, there is no function to cut the screw by yourself. Therefore, it is necessary to feed exactly one lead of the screw laterally during one revolution of the material. A reed is the distance a screw travels when it makes one revolution, which is the same as a pitch for a single thread.
Lathe(WASHINO).JPG) Think of this on a ordinary lathe (right photo: click to enlarge).
The threaded part is machined by feeding the turning tool laterally by one lead of the screw while the material makes one rotation.
Think of this on a ordinary lathe (right photo: click to enlarge).
The threaded part is machined by feeding the turning tool laterally by one lead of the screw while the material makes one rotation.
In the fixed spindle type automatic lathe, the material simply rotates, and the turning tool moves laterally to cutting the screw.
In the spindle-moving type automatic lathe (Peterman type), the turning tool moves and is fixed only in the radial direction, and the material moves laterally while rotating to cutting the screw.
One of the differences between cutting die processing and turning tool processing, when cutting a screw is the presence or absence of a clearance angle for the blade. It would be technically and economically impossible to make a clearance angle for the cutting die of M3 or less.
Naturally, a clearance angle is added to the turning tool. The size of the clearance angle should be large in the direction of travel and small in the opposite direction. The angle of clearance in the direction of travel is determined by "the diameter of thread valley" and "the thread lead". Since the cutting tool has a clearance angle, the belly of the cutting part of the cutting tool does not come into contact with the threaded part of the work material when machining a screw, so it is unlikely that "threaded parts will be messed up".
However, even if there is a clearance angle, if the clearance angle wear increases, the clearance angle will be substantially eliminated, and "screw chipped" will easily occur, so it is important to manage the wear of the bite.
The cutting die is made by quenching and tempering the die steel, and the turning tool is made by polishing and molding a carbide tip. When considering wear management, it is difficult to make a simple comparison, but the turning tool using a carbide tip has 50 times more wear resistance than the cutting die.
In the case of cutting die processing with a cam-type automatic lathe, the bite of the cutting die and the depth control of thread cutting are unstable factors, so "screwless products" and "incomplete screw products" can be made and are unstable. It is difficult to maintain good quality.
In the case of threading with the turning tool, the "screwless product" occurs only due to the missing the turning tool tip. The turning tool tip loss does not automatically recover, so it does not cause quality variation. In addition, "incomplete screw products" in which the screws are only partially machined will not occur. In other words, stable quality can be ensured without variation.
With this threading with the turning tool, it is possible to manufacture of one thread length. However, a screw with one thread length cannot be manufacture unless it is a flat head machine screw or a countersunk head screw instead of a set screw.
For set screws, the outer diameter of the screw requires a minimum of two threads for slotted.
Be careful of such set screws
- The thread of the set screw is only halfway length.
- Part of the thread is missing.
- The slotted of set screw is eccentric.
- There is a tongue-shaped burr on the slotted part.
- Plating is uneven.
- In search of the ideal set screw.
The thread of the set screw is only halfway length.
In the NC type automatic lathe that controls the feed of materials and cutting die, the halfway length are not machined. In a cam-type automatic lathe, once in a while the halfway length are machined.
In cutting die machining with a cam-type automatic lathe, thread cutting is performed by the difference speed between the spindle that turns the material and the sub-shaft that turns the cutting die shaft.
We will explain the mechanism by which the thread is processed only halfway length. In a cam-type automatic lathe, when the cutting die bites into the material, the material and the cutting die are not feed, and the cutting die is left to the threading function of the cutting die itself.
Details are explained below.
This section describes the case of cutting die processing of right-hand thread M2 x P0.4.
- The main spindle that rotates the material rotates 6,000 rpm (rotations per minute) in a "rightward rotation" when viewed from the back side of the material.
- The sub spindle that turns the cutting die facing the main spindle is rotating 4,800 rpm in the same direction as the main spindle.
-
Here, when considering the difference speed between the main spindle and the sub spindle,
the main spindle "rotates clockwise" at 1,200 rpm (6,000 minus 4,800) with respect to the sub spindle.
Divide 1,200 rpm by 60 sec is 20 rps (rotations per sec). -
When cutting die is pressed against the material cut to φ2 to bite it,
the cutting die itself then processes the right-hand screw at a speed of 20 rotations / second.
The cutting speed of the cutting die at this time is about 7.5 M / min.
The formula for calculating the cutting speed is 2 x 3.1415 (pi) x 1200 ÷ 1000 = 7.5396 (M / min). - When the threading of the required length is completed, the mechanical structure increases the rotation speed of the sub spindle to 7,200 rpm.
-
Considering the differential speed between the main spindle and the sub spindle,
the main spindle "rotates counterclockwise" at 6,000-7,200 = -1,200 rpm (20 rotations / second)
with respect to the sub spindle.
This idea is many difficult, isn't it. I am about 20 years old, and I learned from my brother many times, but I remember that couldn't understand. - Rotate the material counterclockwise and the cutting die will come out of the screw.
- When the cutting die is completely removed, return the rotation of the sub spindle to 4,800 rpm.
- This completes thread cutting.
I will explain the cause of "screw processing is only halfway".
- Before the "thread cutting of the required length is completed" in 5 above, a mechanical structural defect (wear or vibration) may cause the rotation speed of the sub spindle to reach 7,200 rpm.
- Then, such a set screw that "screw processing is only halfway" will be made.
- Moreover, the length of the screw halfway is not constant.
Even if such a set screw is tightened, it may stop in the middle, or the shaft of the other party may not stop.
The figure on the right is easy to understand visually. However, it is difficult to see visually if the screw is cut to the left by one mountain from the figure on the right.
If you put it in the female screw, it will stop in the middle and will not go inside.
Part of the thread is missing.
This is also sometimes the case with cutting die processing.
 As the edge of the cutting die wears, brittle materials such as free-cutting steel
and materials with poor machinability such as stainless steel tend to chipping on the threads.
As the edge of the cutting die wears, brittle materials such as free-cutting steel
and materials with poor machinability such as stainless steel tend to chipping on the threads.
In the early stages of die cutting edge wear, "screw thread chipping" sometimes occurs, delaying the discovery of "screw thread chipping" defects.
We want to replace the cutting die with a new one before the edge of the cutting die reaches the wear limit. However, it is difficult to manage due to the variation in cutting die quality and the variation in material quality.
If a part of the thread is missing, the thread strength may be reduced or the female screw may be damaged.
The slotted of set screw is eccentric.
This is due to the immaturity of the processing machine and processing technology.
In the old days by JAPAN, a machine called "BATTA(grasshopper)" was used to manually process the sliding groove, but at that time, the set screw was held by a jig made of brass and processed.
Right now, we do slot processing in an automatic lathe, but just put a set screw in the jig hole called "TUMAMI" and do not hold set screw. Therefore, the accuracy of the outer diameter of the set screw, the accuracy of the hole dimension of the jig hole called "TUMAMI", and the accuracy of the hole shape are very important.
The optimum clearance between the outer diameter of the set screw and the hole of the jig hole called "TUMAMI" is about 0.01mm to 0.02mm. If this is large, the position of the slot of set screw will be eccentric from the center.
If the clearance is about 0.01mm to 0.02mm, it is necessary to suppress the variation and change of the outer diameter of the set screw to 0.01mm or less.
Also, when the milling cutter starts to hit the end face of the set screw, the set screw will vibrate unless the set screw is pressed, and the slot of set screw cannot be performed neatly. Therefore, a "holding device" that firmly holds the end face of the set screw is required.
Our "holding device" has our own original structure, and also works to accurately determine the slot depth of set screw to within 0.03mm.
If the slot of the set screw is eccentric, if it is tightened strongly, the force will be biased toward the weaker side, and the slot of the set screw will be easily chipped. Also, the required tightening torque does not come out.
From the "Shape and dimensions of set screw" table of the old JIS standard B1117-1980, only the "eccentricity of slot" part was extracted. We don't think there is a big problem with using this.
| Nominal Diameter | M1 | M1.2 | M1.4 | M1.6 | M1.7 | M2 | M2.3 | M2.5 | M2.6 | M3 |
|---|---|---|---|---|---|---|---|---|---|---|
| eccentricity of slot (E) MAX |
0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.1 | 0.1 | 0.15 | 0.15 | 0.15 |
Our Delscrew does not control with a clear value, but field workers see M1 to M1.7 within 0.03mm with a 15 times loupe, and M2 to M3 also within 0.05mm. If in doubt, they check with a 50x microscope.
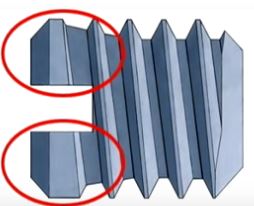
There is a tongue-shaped burr on the slotted part.
The tongue-shaped burr generated on the set screw during the cutting process are generated in the process of "slotting processing after thread cutting".
- What is a tongue-shaped burr that occurs in the slotted part ...?
- The slotted part is processed with a cutting tool called a milling cutter. (The blade of the rotating cutter cuts the slotted part.)
- The slotted part has an entry side and an exit side of the rotating cutter, and a tongue-shaped burr is generated at the bottom of the rotating cutter on the exit side.
-
This tongue-shaped burr does not occur when the bottom of the slotted part
on the cutter exit side is on the up slope of the thread,
but occurs when it is on the down slope of the thread.
Therefore, a tongue-shaped burr will occur with a probability of about half. -
A screw is basically a series of uphill and downhill slopes.
(Uphill and downhill, it's like life.)
M2x2.5(Al)(zu).jpg) It is technically difficult to eliminate this tongue-shaped burr,
but if the tongue-shaped burr of the set screw falls off,
it becomes dust and has various adverse effects.
It is technically difficult to eliminate this tongue-shaped burr,
but if the tongue-shaped burr of the set screw falls off,
it becomes dust and has various adverse effects.
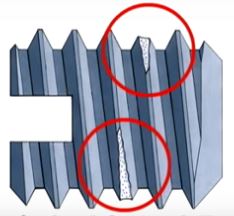
"Eliminate tongue-shaped burr on the slotted part of the set screw" the figure on the right shown in the example of the countermeasure product is to machine a V-shaped groove. This V-shaped groove is machined to a depth of about 0.1mm (0.05mm on one side) in diameter from the "thread root diameter". The end of the cutting process is always finished on the "uphill slope" of the V-shaped groove.
Then, strangely, the tongue-shaped burr does not occur.
However, this method cannot be used unless the depth of the cutting process is controlled within 0.03mm,
so our "original pressing device" is required.
The V-groove in the figure on the right is a drawing, so you can see it clearly, but in reality there is a V-groove in the screw thread part, so the V-groove does not look clear to the eye.
Plating is uneven.
Plating small set screws is really difficult. However, no matter how small set screw, if there is a place where the plating is not on, rust will occur from there.
At our company are asking SELVA Co., Ltd., a plating workshop with reliable technology in Okaya City, Nagano Prefecture, which can firmly plate small set screws.
In addition, measures against hexavalent chromium in galvanization are perfect with alternative trivalent chromate treatment. In addition, black trivalent chromate treatment is also possible.
Please be assured.
In search of the ideal set screw.
Of course, the set screw that does not have any such "poor quality" parts can be said to be the best set screw.
However, unfortunately, it is impossible to completely eliminate "there is a tongue-shaped burr on the slotted part of the set screw" with the current processing method (the process of slotted after thread cutting).
"Eliminate tongue-shaped burr on the slotted part of the set screw"
In addition to conducting research to eliminate the occurrence of burrs on the set screw, we are conducting research and development on a daily basis in search of the ideal set screw. One of the results is "DELscrew" of slotted set screw.
Metric Hexagon socket set screws sizes (Ni-Cr-Mo Steel)
kubomi-saki.jpg)
- Hexagon Cup Point Set Screws sizes chart, in click
M1.6 M1.7 M2 M2.5 M2.6 M3 M4 M5
2mm 2.5mm 3mm 4mm 5mm 6mm 8mm 10mm 12mm
hira-saki.jpg)
- Hexagon Flat Point Set Screws sizes chart, in click
M1.6 M1.7 M2 M2.5 M2.6 M3 M4 M5
2mm 2.5mm 3mm 4mm 5mm 6mm 8mm 10mm 12mm
togari-saki.jpg)
- Hexagon Cone Point Set Screws sizes chart, in click
M2 M2.5 M2.6 M3 M4 M5
2mm 2.5mm 3mm 4mm 5mm 6mm 8mm 10mm
ccp-saki.jpg)
- Hexagon Cup & Cone Point Set Screws sizes chart, in click
M2 M2.5 M2.6 M3 M4 M5
2mm 2.5mm 3mm 4mm 5mm 6mm 8mm 10mm 12mm
giza-saki.jpg)
- Hexagon Knurled Cup Point Set Screws sizes chart, in click
M3 M4 M5
3mm 4mm 5mm 6mm 8mm 10mm 12mm
The hole of small diameter hex socket set screws can all too easily crack when the screw is being tightened.
Our hex socket set screws are made of Ni-Cr-Mo Steel (JIS SNCM240). Furthermore, the manufacture is high-precision.
Click here for more information of Ni-Cr-Mo Steel.
Through heat treatment, we have made the hardness to be high on Rockwell Scale C (HRC50 - 53) as well as coferring high durability.
The hexagonal hole is as tough as you can handle, and if your hexagonal bar spanner gets stuck during overtightening because the handle snaps (see the diagram below),
it can be removed by magnet, because the hexagonal hole of our hex socket set screws does not deform.
For rustproofing, our hex socket set screws are surface treated with a black oxide film and then dried with a hot air vacuum dryer. These screws will thus be suitable for automated assembly because they need not be oiled; at the very least your assembly workers need not get oily hands.
Comparison of Hex Standards (DEL Standards and JIS Standards)
(Comparison of Hex socket Set Screws standards DEL and JIS)
Click the "colored part in the table" below to display each standard table, figures, and photos.
| Screw tip shape | Hex socket Set Screw | |
|---|---|---|
| DEL Standards Ni-Cr-Mo Steel | JIS Standards B1177-2007 | |
| Flat Point | M1.6x2.0- (metric set screws) | M1.6x2.0- |
| Cone Point | M2x2.0- (metric set screws) | M1.6x2.0- |
| Cup Point | M1.6x2.0- (metric set screws) | M1.6x2.0- |
| Dog Point | DEL Standards none | M1.6x2.0- |
| Oval Point | DEL Standards none | JIS Standards none |
| CC Point | M2x2.0- (metric set screws) | JIS Standards none |
| Knurled Cup Point | M3x3.0- (metric set screws) | JIS Standards none |
JIS standard B1177 for hexagon socket set screws has four types of screw tip shapes: Flat Point, Cone Point, Cup Point, and Dog Point. There is no JIS standard for the Oval Point.
The DEL standard has five types of screw tip shapes:Flat Point, Cone Point, Cup Point, CC Point, and Knurled Cup Point.
There is no Dog Point in the DEL standard. Oval Point is on the slotted set screws made of steel.
CC Point and Knurled Cup Point are shapes devised in this industry.
CC Point are short for Cup & Cone Point.
The CC Point is as shown in the picture, and the dented tip and the pointed tip are combined, and it bites strongly into the other party.
The sharp part in the center of the CC point protrudes about 0.1mm to 0.2mm from the circumference of the dent. Therefore, as you tighten the screws, the pointed part of the tip will bite into the other party before the circumference of the dent.
The Knurled Cup Point is hard to loosen after it bites into the opponent.
Custom-order Screws
Slotted Set Screws (slotted grub screws)
setscrew(M1x0.8)(zu).JPG)
setscrew(M1x0.8).JPG)
setscrew%20with%20dog%20point(zu).jpg)
setscrew%20with%20dog%20point.jpg)
M2x2.5(Al).jpg)
protector-adjust-screw(zu).JPG)
protector-adjust-screw.JPG)
pin-neji-M1x5.7(zu).JPG)
pin-neji-M1x5.7.JPG)
Slotted Cylinder Head Screws, Slotted Flush Head Screws
bond-stop-screw(zu).JPG)
bond-stop-screw.JPG)
hira-M0.7x1.2(SUS)(zu).JPG)
hira-M0.7x1.2(SUS).JPG)
sara-M1x3(SUS)(zu).JPG)
sara-M1x3(SUS).JPG)
sewing%20machine%20screw(zu).jpg)
sewing%20machine%20screw.jpg)
concert-screw(zu).JPG)
concert-screw.JPG)
Special Screws, Small Machine Parts
lead-screw(zu).jpg)
lead-screw.jpg)
custom-screw(zu).JPG)
custom-screw.JPG)
adjust-screw(M3.5x3.0)(zu).JPG)
adjust-screw(M3.5x3.0).JPG)
bush(zu).JPG)
bush.JPG)
pin-joint(zu).JPG)
pin-joint.JPG)
reel-shaft-bush(zu).jpg)
reel-shaft-bush.jpg)
stud-pin(Bs)(zu).jpg)
stud-pin(Bs).jpg)
Round nut
|
Round nut M2xP0.25 Material : Brass |
.jpg)
|
Photograph is in preparation |